


 手机资讯
手机资讯 官方微信
官方微信
发动机的微粒物排放与机油消耗量密切相关,而发动机的机油消耗量很大程度上是由气缸筒和活塞环之间的泄漏量决定的。气缸筒的表面质量对此具有重要的影响。德国大众汽车公司借助於金刚砂-液体喷射-精整珩磨法(简称金刚砂-FG法)开发了一种新型加工方法,其主要优点在於降低机油消耗量以及减少活塞环和气缸筒的磨损量。
气缸筒加工工艺水平现状
汽车发动机气缸筒的最终加工几乎无一例外地都是采用珩磨工艺进行的。根据工件的几何形状和刀具运动学的特点,气缸筒加工工艺涉及到一种长行程-内部-圆周珩磨。在这种工艺中,刀具的回转运动和移动运动叠加在一起,这种叠加的刀具运动在气缸筒表面上产生了很特殊的十字交叉沟槽结构。
利用金刚砂切削剂进行的珩磨加工(金刚砂珩磨)具有一系列优点:特别高的刀具寿命、工件的尺寸稳定性和较低的刀具成本(与工件有关)。但其糟糕的切削特性(负的切削角、会发生倒圆)表现为:接近表面的石墨片(保护罩)的破碎以及气缸筒表面上的鳞片状生成物。
利用碳化硅作为切削剂的珩磨(陶瓷珩磨)工艺加工出来的气缸筒上较少出现石墨片发生破碎的情况,并且在表面上有附着的金属微粒物(金属屑)。但与采用金刚砂相比,采用碳化硅时,气缸筒使用寿命明显地缩短了。
这两种珩磨方法都有一个共同的特点:由于十字交叉沟槽结构的缘故,都形成了一个相互沟通的沟槽系统,促成了在气缸筒表面上输送机油的过程。
金刚砂珩磨FG法
1. 对材料的要求
大众汽车公司为气缸体的制造制订了基于GG-25的珠光体灰铸铁的详细技术要求。这种珠光体灰铸铁与其竞争对手不同,利用确定的钛含量(0.04%)进行了合金化。钛与氮和碳生成氮化钛和碳化钛,它们以有棱边的生成物(棱边长<5μm)的形式镶嵌在铸件的组织中。氮化钛和碳化钛在混合摩擦中减少摩擦系数,并且因其非金属的特性而能够抑制粘附倾向。此外在机械加工过程中,氮化钛和碳化钛会使气缸筒内壁形成许多罐状的溶洞,如同一个储存机油的袋子,它们随机分布在气缸筒的表面上,并且从总体上说形成一个微型压力室系统。
2. 筒壁表面物理量
粗糙度特性系数Rk、Rpk和Rvk(按照DIN 4776)是对于机油泄漏量的一种度量。随着Rxx数值的升高,机油泄漏量增加。减少初始机油消耗量和微粒物排放的最重要的先决条件之一是,明显地降低对机油消耗量具有决定性意义的粗糙度系数Rpk(<0.3μm)、Rk(<0.6μm)和Rvk(<0.8μm)。然而,只有在确保行驶了10万公里以后还有充足的液体动力润滑,而且相互沟通的沟槽系统最大程度上被微型压力室系统所替代的情况下,才能使机油消耗量大幅度地下降(见图1)。
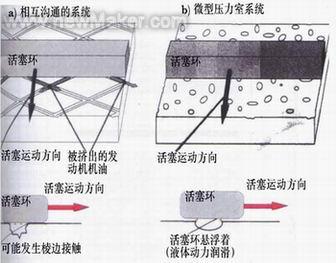
图1 汽缸筒表面的机油储存和机油输送机理
相互沟通的沟槽系统和微型压力室系统对机油消耗量的影响的差别在于,由于气缸筒表面的沟槽特徵(相互沟通作用)不同,强制性地往燃烧室方向输送机油的作用也不同。相互沟通的沟槽系统使得机油很容易进入燃烧室;与此相反,气缸筒表面孤立的凹坑或者不连贯的沟槽(微型压力室系统)只是一个基本上封闭的系统,只有有限的物质交换。另一个差别是,在相互沟通的系统中,润滑油会在活塞环的压力下以侧向从珩磨沟槽中挤出来,因而难免会发生某种程度的混合摩擦。与此相反,机油不可能从微型压力袋中挤出来,由于缓冲作用的缘故,活塞环会发生“悬浮”或者“滑移”,因而使发生混合摩擦的可能性下降,同时意味着较少的摩擦损失和发动机功率的上升倾向。
3. 加工原理
金刚砂液体喷射精整珩磨系统能够在含钛的GG25铸铁气缸体的基础上实现微型压力室系统。这种方法是紧跟着常见的两阶段金刚砂珩磨之后实施的。

图2 图3 图4
图2 液体喷射和精整珩磨之前的两阶段金刚砂珩磨
图3 液体喷射之后的两阶段金刚砂珩磨
图4 液体喷射和精整珩磨之后的两阶段金刚砂珩磨
液体喷射阶段:气缸筒表面的保护罩-金属屑通过高压的液体喷射(喷射介质为珩磨工艺所采用的冷却液经过最精细的过滤所得)而被冲洗干净,于是涂上了润滑剂的珩磨沟槽以及由于合金化技术造成的物质溶洞得以显露出来。喷射压力大约为120巴。
物质溶洞的数量通过钛含量而加以控制。当钛含量为0.04%左右时,每平方公分大约有40个物质溶洞。这些物质溶洞的直径大约为30至50μm,这个尺寸明显地减小了表面特性系数Rxx,能够确保气缸筒表面上充足的机油储存量。此外,表面轮廓的突起部分和残馀的金属屑也被清除掉了。
精整珩磨阶段:由于液体喷射产生的强烈的清洁作用,能够采用粒度为D15的极其精细的金刚砂珩磨条在最短的时间内(小于10秒钟)完成精整珩磨。在这个加工阶段中发生的物质剥离量最大为3μm,大大地降低了珩磨条的污染程度,使珩磨条达到了极佳的使用寿命(>5万个气缸筒)。同时,还避免了气缸筒由此生成保护罩而重又发生起鳞皮的现象,因为精整珩磨的刀具只须要对气缸筒表面施加一个极小的压力就行了。
为了限制这种挤压作用,将精整珩磨条分成五段,每一段都固定在一个加了弹簧的珩磨条托架上。因而使得精整珩磨条能够跟随着可能出现的气缸形状缺陷而变动。
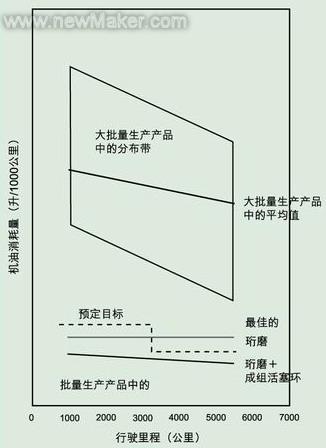
图5 通过采用金刚砂-液体喷射-精整珩磨而降低机油消耗量
金刚砂珩磨FG法在发动机行业中的应用
借助于这种液体喷射-珩磨原理,德国大众汽车公司第一次在大批量生产的条件下,在金刚砂珩磨的基础上获得了与昂贵的陶瓷珩磨同等质量水平的气缸筒表面。从发展趋势来看,对于在表面清洗的基础上达到的质量还可以评估得更高一些。考虑到珩磨条不同的使用寿命,上述的金刚砂珩磨FG法从摩擦学和经济方面来看比陶瓷珩磨更高一筹。这种新方法的主要优点是,减少机油消耗量和微粒物排放。
目前大众汽车公司已经将全部柴油机气缸筒加工工艺转换成了上述的珩磨法。对现有的现场数据进行的分析证实了上述方法在客户运行中的有效性。








 豫公网安备41019702003646号
豫公网安备41019702003646号