

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要:本论文利用超短脉冲激光法对超硬材料砂轮表面进行结构化加工。利用皮秒激光(tp=10ps)在CBN砂轮表面磨削出规则图像以降低磨削力并改善磨削效率。磨蚀结构的分析没有观察到激光...
摘要:本论文利用超短脉冲激光法对超硬材料砂轮表面进行结构化加工。利用皮秒激光(tp=10ps)在CBN砂轮表面磨削出规则图像以降低磨削力并改善磨削效率。磨蚀结构的分析没有观察到激光加工所引起的明显的磨粒热损伤。通过淬硬钢100Cr6(60HRC)的平面磨削加工工艺对结构化工具的磨削性能和磨损特性进行测试研究。实验结果显示工具在经过结构化处理后自锐性增强,磨削力降低了20%-25%,并显著提高了长时间磨削加工过程中磨削力的稳定性。但最佳表面光洁度仍然由非结构化磨具所得。实验结果还显示磨蚀出的图案形状要比结构化的程度高低对磨削性能的影响更大。
关键词:磨削,超硬材料,激光微加工
1 引言
CBN砂轮较之传统磨料砂轮的优越磨削性能在很多学术研究和工业磨削工艺中得到了试验和研究。但传统砂轮在工业制造仍占主流;CBN制品则主要用于难切割材料如淬硬钢和高合金工具钢等。CBN砂轮切削速度快,材料去除率高,磨损率低,磨削表面的热损伤小;但也伴随着工具成本高,磨削力会增大,以及有效加工难度提高等缺陷。这就对机械设备在硬度、主轴功率和附件设备等方面提出更多更高的要求。
砂轮结构化可以影响砂轮性能,从而改善磨削区域的切屑效率和冷却液流量。表面带有螺旋槽的陶瓷结合剂Al2O3砂轮的磨削力可以降低30%-60%。虽然没有观察到径向工具磨损,但工件粗糙度却比较高。结构化的树脂结合剂和陶瓷结合剂CBN砂轮在干式磨削中也可类似地降低磨削力,但磨损率显著增大且工件表面粗糙度比较大。热模拟和实验结果显示表面带有轴向槽的砂轮可以降低磨削温度并最终改善工件表面的整体质量性能。结构化处理除了影响磨削性能以外,Oliveira 等人还研究出了一种利用结构化砂轮磨削加工产生常规表面纹理的方法。
结构化处理通常由机械修整器来实现,也有利用激光加工工艺的。本文利用皮秒脉冲激光烧蚀技术来进行表面微结构化处理,从而改善高强度结合剂CBN砂轮的磨削性能。特别是激光加工对磨粒的影响,以及表面结构化程度对磨削性能的影响做了特别研究。
2 实验步骤和条件
2.1 激光结构化处理
实验利用固态皮秒激光器(波长:1064mm,脉冲持续时间:10ps)对混合结合剂CBN磨头(CB112-91-200-H,磨粒粒度:B91,直径:15mm)进行结构化处理。激光加工工艺在4轴激光微加工工作台上进行。将工具夹紧在旋转轴上,并固定在扫描镜头的焦点平面中心位置。通过B轴的逐步旋转实现部分结构化加工处理;对于每一步,利用扫描头的射束偏转对工具表面指定区域进行分区划分。通过放置在光束路径上的两个减速板对激光束进行圆形极化;其他激光参数如表一所示。在开始实验之前,利用碳化硅砂轮(31C-80-H-10-190-V137-1)对磨头进行修整,得到较为规则的形状和表面。利用沟槽因子ηp对每件工具的表面结构化程度进行表征。ηp定义为结构化处理的砂轮公称表面面积和非结构化砂轮的公称表面面积之比。
关键词:磨削,超硬材料,激光微加工
1 引言
CBN砂轮较之传统磨料砂轮的优越磨削性能在很多学术研究和工业磨削工艺中得到了试验和研究。但传统砂轮在工业制造仍占主流;CBN制品则主要用于难切割材料如淬硬钢和高合金工具钢等。CBN砂轮切削速度快,材料去除率高,磨损率低,磨削表面的热损伤小;但也伴随着工具成本高,磨削力会增大,以及有效加工难度提高等缺陷。这就对机械设备在硬度、主轴功率和附件设备等方面提出更多更高的要求。
砂轮结构化可以影响砂轮性能,从而改善磨削区域的切屑效率和冷却液流量。表面带有螺旋槽的陶瓷结合剂Al2O3砂轮的磨削力可以降低30%-60%。虽然没有观察到径向工具磨损,但工件粗糙度却比较高。结构化的树脂结合剂和陶瓷结合剂CBN砂轮在干式磨削中也可类似地降低磨削力,但磨损率显著增大且工件表面粗糙度比较大。热模拟和实验结果显示表面带有轴向槽的砂轮可以降低磨削温度并最终改善工件表面的整体质量性能。结构化处理除了影响磨削性能以外,Oliveira 等人还研究出了一种利用结构化砂轮磨削加工产生常规表面纹理的方法。
结构化处理通常由机械修整器来实现,也有利用激光加工工艺的。本文利用皮秒脉冲激光烧蚀技术来进行表面微结构化处理,从而改善高强度结合剂CBN砂轮的磨削性能。特别是激光加工对磨粒的影响,以及表面结构化程度对磨削性能的影响做了特别研究。
2 实验步骤和条件
2.1 激光结构化处理
实验利用固态皮秒激光器(波长:1064mm,脉冲持续时间:10ps)对混合结合剂CBN磨头(CB112-91-200-H,磨粒粒度:B91,直径:15mm)进行结构化处理。激光加工工艺在4轴激光微加工工作台上进行。将工具夹紧在旋转轴上,并固定在扫描镜头的焦点平面中心位置。通过B轴的逐步旋转实现部分结构化加工处理;对于每一步,利用扫描头的射束偏转对工具表面指定区域进行分区划分。通过放置在光束路径上的两个减速板对激光束进行圆形极化;其他激光参数如表一所示。在开始实验之前,利用碳化硅砂轮(31C-80-H-10-190-V137-1)对磨头进行修整,得到较为规则的形状和表面。利用沟槽因子ηp对每件工具的表面结构化程度进行表征。ηp定义为结构化处理的砂轮公称表面面积和非结构化砂轮的公称表面面积之比。
表一:激光加工参数
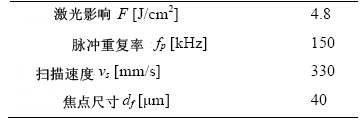
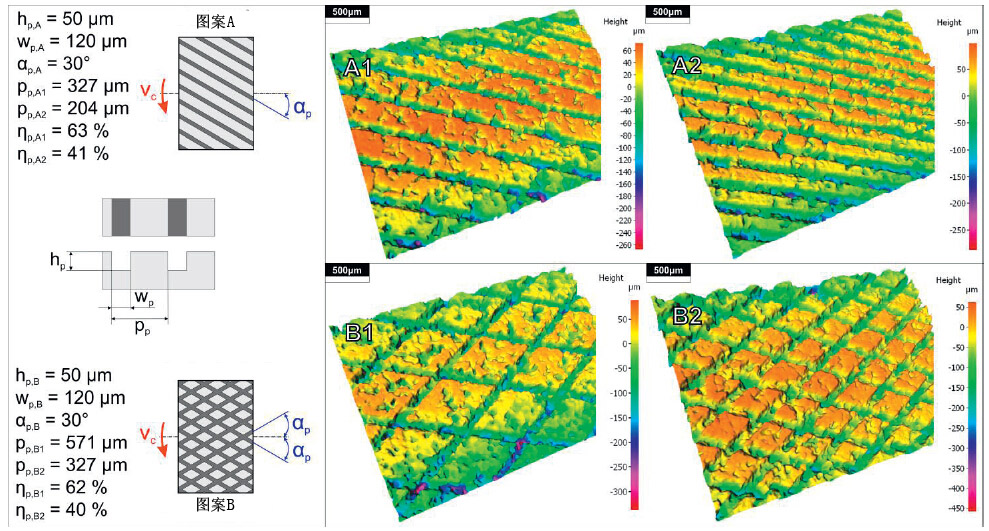
为研究分析沟槽因子ηp对磨削特征的影响,实验制备了一套结构化工具,其图案类型的沟槽因子分别为ηp~60%和ηp~40%。图案几何形状及其主要尺寸(宽度、深度、方向和激光间距)如图1(左图)所示。沟槽深度和宽度大致相当于磨粒直径,并对所有结构化工具保持常量值。通过50%程度的重叠和13个重复磨蚀出4条平行轨道,以此获得所需尺寸。利用间距类型的变化获得不同的沟槽因子。
2.2 磨削
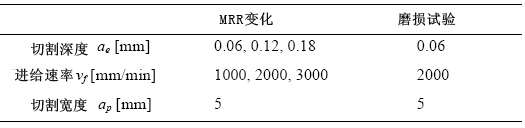
利用淬硬轴承钢100Cr6/AISI52100(60HRC)的平面磨削加工对工具性能进行测试。所有测试在装备有高速砂轮主轴的改进5轴铣削中心上进行操作。利用五头喷水管喷头进行切削液供应(合成油,Blasogrind HC5),Q=40l/min。在切削速度Vc=60m/s为常量的条件下完成两个不同的测试步骤,以评估工具的加工性能、材料去除率的变化和磨损测试。表2为磨削参数。通过对磨削力、工件表面粗糙度和径向工具磨损的测量,实验对工具性能进行表征。
2.2 磨削
利用淬硬轴承钢100Cr6/AISI52100(60HRC)的平面磨削加工对工具性能进行测试。所有测试在装备有高速砂轮主轴的改进5轴铣削中心上进行操作。利用五头喷水管喷头进行切削液供应(合成油,Blasogrind HC5),Q=40l/min。在切削速度Vc=60m/s为常量的条件下完成两个不同的测试步骤,以评估工具的加工性能、材料去除率的变化和磨损测试。表2为磨削参数。通过对磨削力、工件表面粗糙度和径向工具磨损的测量,实验对工具性能进行表征。
表二:磨削测试参数
3 结果和讨论
3.1 结构化表面的表征
利用SEM分析和三维光学聚焦显微镜对结构化工具表面进行表征。图1(右)为对应的形貌测量和不同沟槽因子条件下图案类型尺寸间的差别。A2类型的顶部宽度缩减大概至一排CBN磨粒的宽度(包括结合剂材料);B2类型菱形簇丛仅有几颗CBN磨粒相互粘结在一起而成。
3.1 结构化表面的表征
利用SEM分析和三维光学聚焦显微镜对结构化工具表面进行表征。图1(右)为对应的形貌测量和不同沟槽因子条件下图案类型尺寸间的差别。A2类型的顶部宽度缩减大概至一排CBN磨粒的宽度(包括结合剂材料);B2类型菱形簇丛仅有几颗CBN磨粒相互粘结在一起而成。
图一:沟槽因子η~63%(A1,B1)和η~41%(A2,B2)处结构化砂轮的图形类型(A,B)和3D光学形貌测量(hp:结构深度;wp:结构宽度;pp:结构间距;ap:定向角;ηp:沟槽因子)
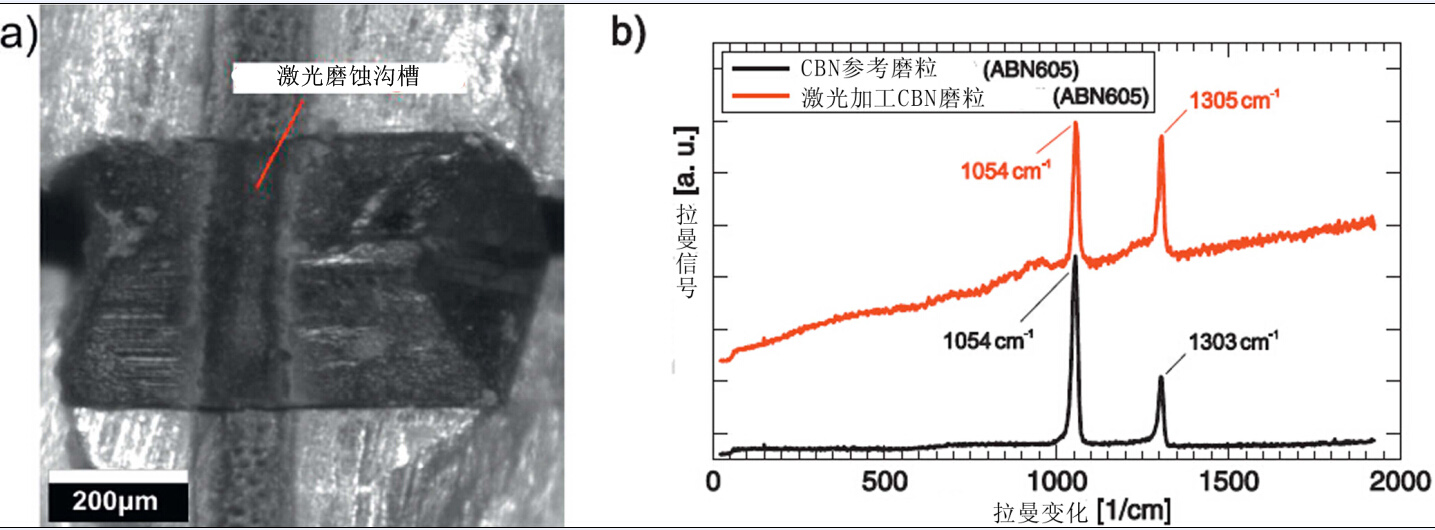
沟槽的SEM观察可以看到结合剂材料和CBN磨粒有明显的磨蚀,而周围材料则没有热损坏。除了SEM分析,实验还利用微拉曼光谱确认激光加工CBN磨粒向六方氮化硼的热激活过渡;对此,利用同样参数的激光加工对单个磨粒(ABN605,B601)进行结构化加工处理。图2展示了激光加工CBN磨粒(a)和对应的未加工、加工磨粒区的拉曼光谱(b)。在磨粒顶面和激光磨蚀沟槽的中心区进行拉曼测量。对于两种加工磨粒,在每个磨粒的五个不同位置上进行分析。光谱中1054cm-1处和1304cm-1处的CBN特征峰值明显可见。但没有在1367cm-1处观察到任何峰值,说明没有六方氮化硼形成。因此,实验证明加工处理的CBN磨粒不存在热影响区域。
图二:a) 激光加工CBN磨粒(ABN605,B601);b) 未加工磨粒和激光加工沟槽磨粒的微拉曼光谱测量对比图
3.2 磨削评价
根据文献资料,沟槽因子是影响结构化砂轮磨削性能的主要因素。通过降低沟槽因子可以减小磨削力,但工件粗糙度则增大。这主要是由于砂轮工程表面积变小,有效切削刃数量降低的缘故。
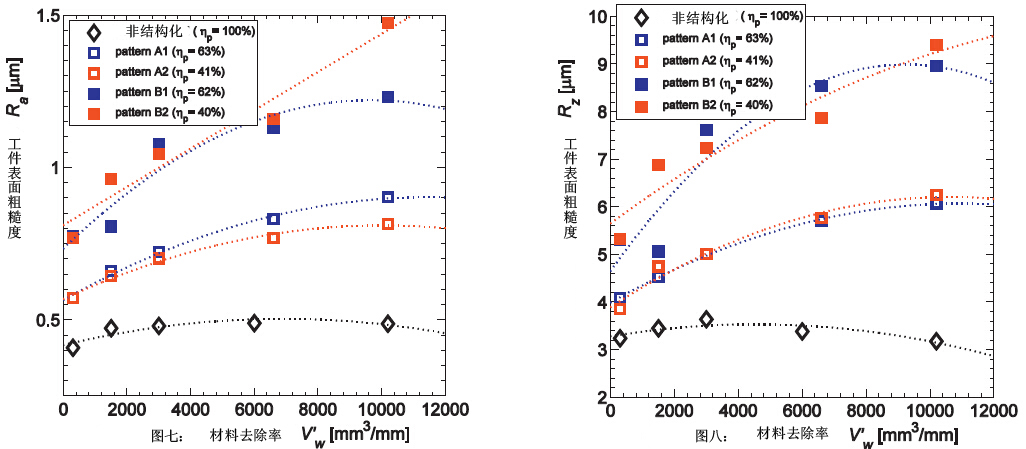
对于本研究中的结构化工具和非机构化基准工具,测得的法向磨削力是材料去除率(MRR)的一个函数,如图3、4所示。在同样MRR值条件下,进给速率vf增大时(图3)磨削力的力值要比切削深度ae增大时(图4)磨削力的力值低30%。和非结构化工具相比,结构化工具的力值要低25%-35%。虽然公称有效表面积有明显差值,但测量数据显示A1-A2和B1-B2之间仅存在较小的偏移,平均约5%-10%;当MRR和切削深度较大时,该偏移趋向增大。和A类型相比,B类型通常会导致力值较低。值得注意的是,虽然A2工具的沟槽因子要比B1工具低20%之多,但A2工具的力值基本上和B1工具的力值相当,仅高出少许。这说明图案形貌对磨削性能的影响并没有沟槽因子的影响大。工件表面粗糙度的评价和力值数据对应较好。非结构化工具实现了最佳表面光洁度。Ra和Rz基本不受沟槽因子影响;沟槽因子60%和40%之间的差值低于平均值5%左右。对应的Ra和Rz的值如图7、8所示。
根据文献资料,沟槽因子是影响结构化砂轮磨削性能的主要因素。通过降低沟槽因子可以减小磨削力,但工件粗糙度则增大。这主要是由于砂轮工程表面积变小,有效切削刃数量降低的缘故。
对于本研究中的结构化工具和非机构化基准工具,测得的法向磨削力是材料去除率(MRR)的一个函数,如图3、4所示。在同样MRR值条件下,进给速率vf增大时(图3)磨削力的力值要比切削深度ae增大时(图4)磨削力的力值低30%。和非结构化工具相比,结构化工具的力值要低25%-35%。虽然公称有效表面积有明显差值,但测量数据显示A1-A2和B1-B2之间仅存在较小的偏移,平均约5%-10%;当MRR和切削深度较大时,该偏移趋向增大。和A类型相比,B类型通常会导致力值较低。值得注意的是,虽然A2工具的沟槽因子要比B1工具低20%之多,但A2工具的力值基本上和B1工具的力值相当,仅高出少许。这说明图案形貌对磨削性能的影响并没有沟槽因子的影响大。工件表面粗糙度的评价和力值数据对应较好。非结构化工具实现了最佳表面光洁度。Ra和Rz基本不受沟槽因子影响;沟槽因子60%和40%之间的差值低于平均值5%左右。对应的Ra和Rz的值如图7、8所示。
图三:切割深度为常量(ae=0.06mm)条件下法向磨削力Fn和进给速率Vf
图四:进给速率为常量(Vf=1000mm/min)条件下法向磨削力Fn和切割深度ae
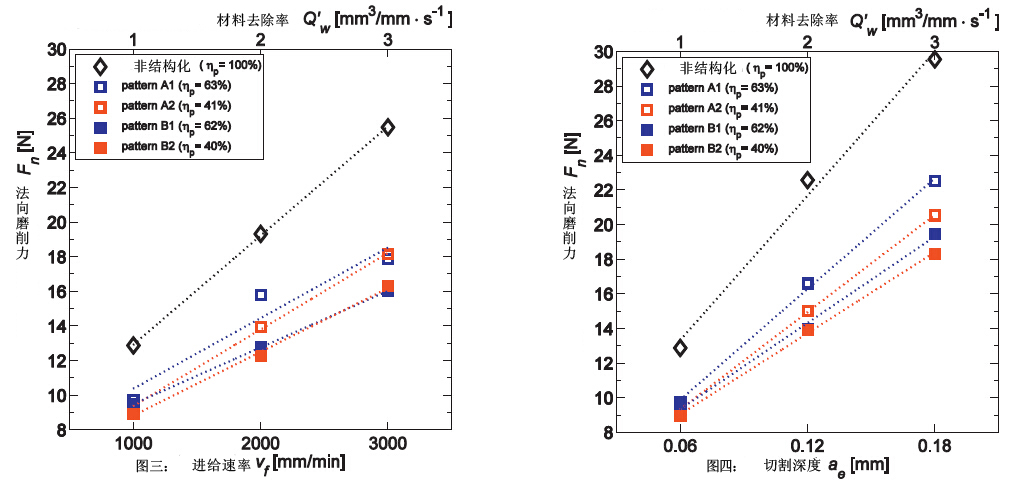
图七:磨损试验中工件表面粗糙度Ra的变化
图八:磨损试验中工件表面粗糙度Rz的变化
图四:进给速率为常量(Vf=1000mm/min)条件下法向磨削力Fn和切割深度ae
图七:磨损试验中工件表面粗糙度Ra的变化
图八:磨损试验中工件表面粗糙度Rz的变化
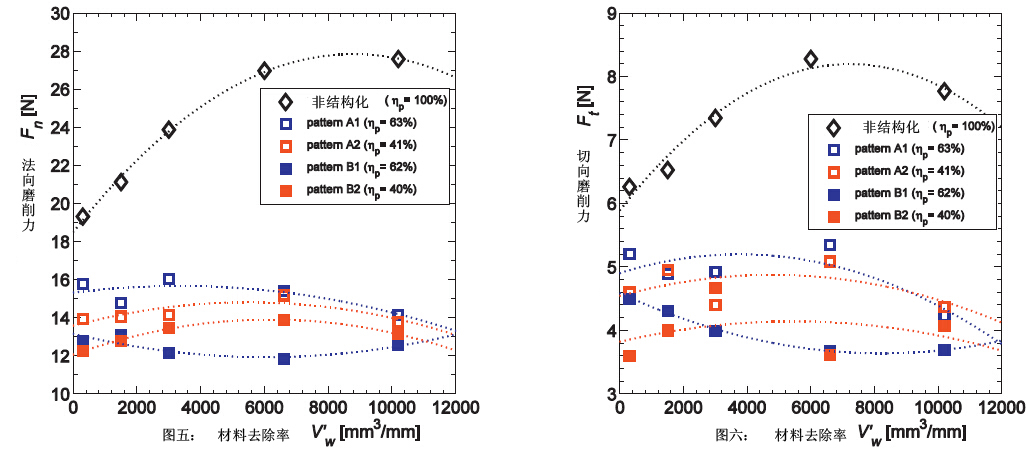
磨损测试实验的力值测量如图5、6所示。在实验快结束时基准工具的力值保持稳定增长,增幅超过40%;结构化工具的平均力值在整个试验中都保持平均常量。对于B1,曲线走向与其他结构化工具曲线略有不同。磨损试验结果和参数试验基本对照。曲线趋势虽然略有不同,但60%和40%沟槽因子之间的磨削性能没有大的变化。结构化工具的力值积聚于耐久试验快结束时。除了B2,其他工具的Fn和Ft在试验之初都略有增长,然后降低。
图五:磨损试验中法向磨削力和材料去除V’w的对比
图六:磨损试验中切向磨削力和材料去除V’w的对比
图六:磨损试验中切向磨削力和材料去除V’w的对比
根据工件表面粗糙度测量显示,基准工具的Ra和Rz保持相对常量;而结构化工具的Ra和Rz值则随着MR值的增长而增长。结构化工具的表面粗糙度更大,其中B类型表面粗糙度明显高于A类型。A1和A2的粗糙度曲线几乎一样(V’w=10200mm3/mm处的ΔRa<10%)B1和B2的对应值也保持一致;但B2趋势显示Ra和Rz常量上升;B1则在接近磨损试验结束时才变得稳定。一般情况下,工件表面粗糙度的常量上升说明结构化砂轮表面形态的微磨损增加。
4 结论
本研究借助皮秒脉冲激光技术对超硬材料CBN砂轮进行微结构化加工。该工艺能够实现任意表面结构的制造加工,对工具的磨削性能和形状、尺寸进行精准控制。SEM和微拉曼光谱分析发现皮秒激光加工技术对CBN砂轮的热冲击影响是可以忽略的。本研究制备并测试了若干个结构化CBN工具。实验发现结构化工具要比非结构化工具稳定,且磨削力比非结构化工具低50%之多,这也是结构化工具的一种自锐特性。和工具的有效公称表面积相比,表面图案类型对工具的磨削性能的影响较大。对比60%和40%的工具沟槽因子可以发现,磨削力、工件粗糙度和磨损之间的差值很小。 (编译:中国超硬材料网)
4 结论
本研究借助皮秒脉冲激光技术对超硬材料CBN砂轮进行微结构化加工。该工艺能够实现任意表面结构的制造加工,对工具的磨削性能和形状、尺寸进行精准控制。SEM和微拉曼光谱分析发现皮秒激光加工技术对CBN砂轮的热冲击影响是可以忽略的。本研究制备并测试了若干个结构化CBN工具。实验发现结构化工具要比非结构化工具稳定,且磨削力比非结构化工具低50%之多,这也是结构化工具的一种自锐特性。和工具的有效公称表面积相比,表面图案类型对工具的磨削性能的影响较大。对比60%和40%的工具沟槽因子可以发现,磨削力、工件粗糙度和磨损之间的差值很小。 (编译:中国超硬材料网)









 豫公网安备41019702003646号
豫公网安备41019702003646号