

 手机资讯
手机资讯 官方微信
官方微信摘要 摘要聚晶立方氮化硼(PCBN)是除金刚石以外最为坚硬的物质材料,传统的加工技术很难对其进行切割加工。为此,本研究设计出一种激光束加工(LBM)工艺,对PCBN进行加工处理。LBM工...
摘要聚晶立方氮化硼(PCBN)是除金刚石以外最为坚硬的物质材料,传统的加工技术很难对其进行切割加工。为此,本研究设计出一种激光束加工(LBM)工艺,对PCBN进行加工处理。LBM工艺基于积聚光束的消融去除原理。该试验通过对PCBN进行LBM加工以此来研究工件的表面性能。
1. 引言
聚晶立方氮化硼(PCBN)作为一种优越的刀具切割材料,是由立方氮化硼微粉在结合剂存在下高温高压烧结而成的立方氮化硼多晶体。由于采用烧结工艺,PCBN一般不再需要额外的加工处理。但对于搅拌摩擦焊(FSW)工艺,则需要对PCBN进行加工处理。FSW利用摩擦热与塑性变形热作为焊接热源,焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。FSW工艺的优点主要有残余应力比较低,能耗低,功效高,无污染、无烟尘、无辐射,焊接工件不易变形。
搅拌摩擦焊所用到的搅拌针工具要求韧性高、耐磨、抗氧化性能好而且热导系数低以降低热损耗。搅拌针的主体设计形状为凹形,能够将焊接工件上抛洒下来的碎屑接入凹槽内,避免了碎屑飞溅以达到预期的焊接效果。搅拌针的尺寸取决于焊接板的厚度,其几何形状则取决于焊接材料。因此,对2mm厚度钢板进行FSW工艺处理时所需的焊接工具制造,本研究采用激光束加工(LBM)技术对PCBN进行加工处理。
2. 加工材料和加工工艺
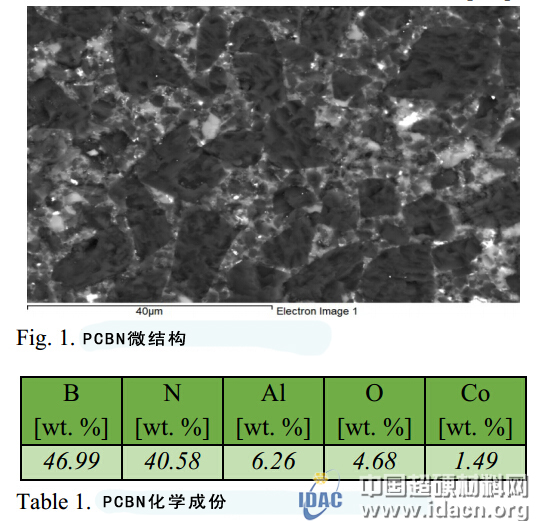
实验采用掺钴氧化铝基PCBN,如图1所示。黑色部分为CBN,明亮部分为氧化铝基。该图片经过EDX微量分析,图像增大800倍。表1为PCBN的化学成份。
LBM基本原理是利用了单色积聚光束的消融作用,把光能源进行高度聚集从而缩小了受热影响区,既无磨削工具也无切削力;同时也不需要工件冷却设备。由于没有切削力,工件夹就用胶带来替代。实验采用LASERTEC 80型纤维激光机,如图2所示。该机器可以连续控制五轴,纤维由镱制成,可以提供波长为1.065μm的激光束,它仅在脉冲范围内工作,脉冲频率调节在10-100kHz之间。激光束进给速度在100-4000mm.s-1之间。激光发生器最大功率为100W,光束直径接近1μm。
3. 实验
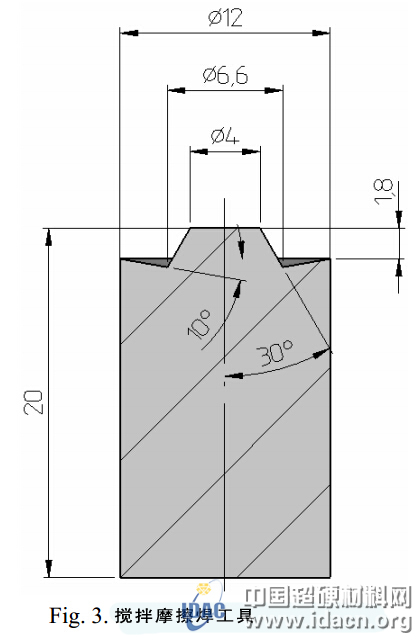
根据FSW工艺处理对工具样式的要求,用LASERTEC 80型纤维激光机将PCBN柱体加工为直径12mm高20mm的试样,纵向截面如图3所示。工具表面粗糙度由共聚焦显微镜测量所得。根据推荐值对加工参数进行调整。如果切削深度过大,表面粗糙度会更高,因此实验建议将切削深度调整至最佳时间/粗糙度比。
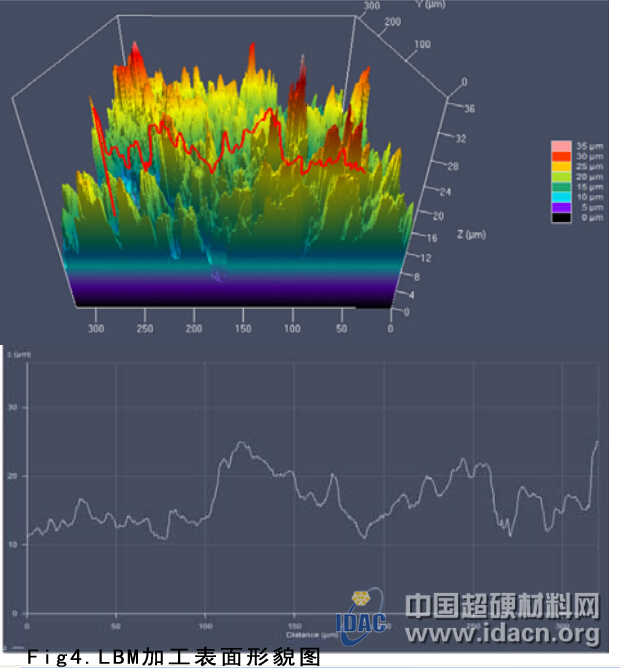
采用调整参数,利用LBM原理对FSW工具进行加工,整个时长约4小时。加工完毕后将试样送入共聚焦显微镜下进行表面微观形貌观察,如图4所示;上方为加工形貌的3D示意图,图中红线部分详细显示在下方图中。不同粗糙度的值如表2所示。
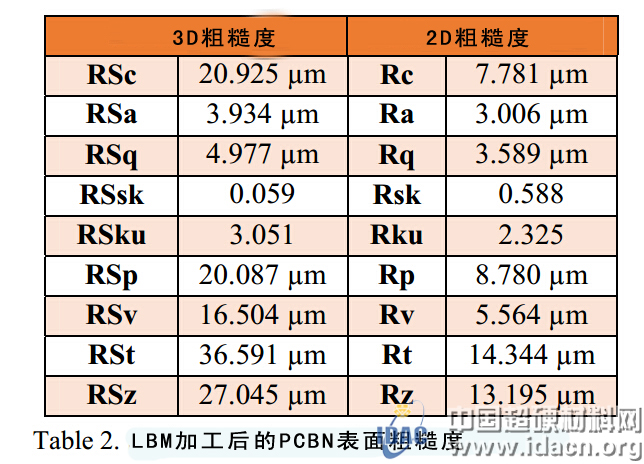
Rc是粗糙度轮廓元素平均高度(μm),Ra是算术平均高度(μm),Rq是均方根粗糙度(μm),Rsk是偏斜度(-),Rku是峰度(-),Rp是最大峰高度(μm),Rv是最大谷深(μm),Rt是轮廓总高度(μm),Rz是粗糙度轮廓最大高度(μm),RSc(Sc)是空间轮廓平均高度(μm),Rsa(Sa)是空间算术平均高度(μm),RSq(Sq)是空间均方根高度(μm),RSsk(Ssk)是空间偏斜度(-),Rsku(Sku)是空间峰度(-),RSp(Sp)是空间最大峰高度(μm),RSv(Sv)是空间最大谷深(μm),RSt(St)空间轮廓总高度(μm),RSz(Sz)是空间最大高度(μm)
5. 结论
对PCBN进行LBM加工可以实现较为理想的粗糙度(Ra 3μm)。与传统机械加工方法相比,LBM工艺仅需利用三轴即可加工出预期的工件形状;同时还缩减了加工时间。另一方面,LBM也会引起粗糙度的增加,但若仅用于粗加工,该工艺在相对较短的时间内是可以加工出所需工件表面的,粗糙度也大致保持在一个较低的水平。对于精加工而言,由于本实验所得表面粗糙度不是十分依赖传统加工工艺,所以像超声旋转加工之类的工艺可能会更适应精加工。本实验下一步将研究表面粗糙度对FSW工艺的影响,以及超声旋转LBM工艺和高速切割工艺的表面粗糙度对FSW的影响。(翻译:中国超硬材料网)








 豫公网安备41019702003646号
豫公网安备41019702003646号