

 手机资讯
手机资讯 官方微信
官方微信
黄 波1, 2 高玉飞1, 2 葛培琪1, 2
1.山东大学机械工程学院 2.高效洁净机械制造教育部重点实验室
摘要:采用电镀金刚石线锯对单晶硅进行了锯切实验,使用扫描电子显微镜对单晶硅锯切的表面缺陷与锯丝失效机理进行了研究,分析了走丝速度和工件进给速度对锯切单晶硅表面缺陷特征的影响。分析发现:线锯锯切的硅片表面缺陷主要有较长较深的沟槽、较浅的断续划痕、材料脆性去除留下的表面破碎及个别较大较深的凹坑。走丝速度增大,工件进给速度降低,锯切材料的表面缺陷逐渐由以脆性破碎凹坑为主转,变为以材料微切削去除留下的塑性域剪切沟槽为主。锯丝的主要失效形式为金刚石磨粒的脱落,脱落的磨粒在锯切过程中被挤压嵌入加工表面造成较大尺寸较深的凹坑,对材料表面和亚表面质量的损害更为严重。
关键词:金刚石线锯;单晶硅;表面缺陷;磨损
0 引言
单晶硅材料广泛地应用于各种微电子领域,如计算机系统、通讯设备、汽车、消费电子系统和工业自动控制系统等。集成电路制造中普遍采用的芯片,其制造工艺流程为:单晶生长→磨外圆→硅晶体切片→平坦化→腐蚀→抛光→清洗→图案制造→背磨→划片→封装。切片是把单晶硅由硅棒变成硅片的一个重要工序,切片表面质量,直接影响着后续工序的工作量和成本。如切片的表面质量好,亚表面损伤层厚度就小,可减小后续工序的去除量,从而降低成本、提高效率。固结磨料线锯切片技术,以其锯口损耗小、面形精度好和切割环境清洁等优点,有望成为单晶硅等硬脆材料切片的未来发展方向。本文选择电镀金刚石锯丝作为锯切工具,对单晶硅进行了锯切实验,利用扫描电子显微镜对切割的硅片表面进行了观察,系统研究了锯切硅片表面产生的缺陷与锯切工艺参数之间的关系,其结果为获得高质量的锯切工艺,进一步优化工艺参数,提供了实验参考依据。本文观察分析了电镀金刚石锯丝的磨损形式,揭示了锯丝失效机理,并分析了锯丝失效与锯切表面缺陷之间的联系。
1·电镀金刚石线锯锯切实验
1. 1 实验方法
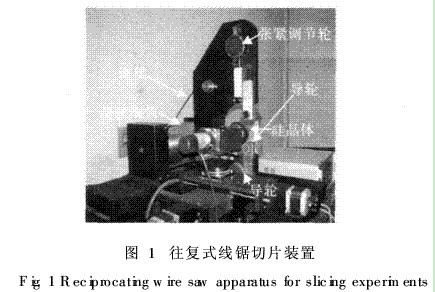
锯切试验选用WXD170型往复式金刚石线切割机,图1为此切割装置的外观。试验装置采用气动装置来调节锯丝的张紧力。冷却液的供液方式采用微型潜水循环泵,通过喷嘴浇注,向锯丝切割区供给冷却液。
1. 2 实验方案
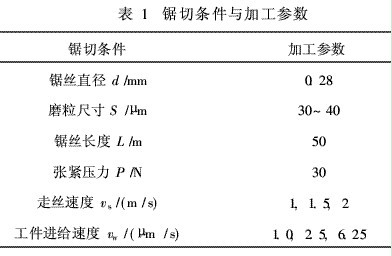
实验选用电镀金刚石锯丝,锯切的单晶硅棒为45 mm,锯切方向沿(111)晶面,切片厚度为0. 5 mm,采用水作冷却液。加工参数与锯切条件如表1所示。使用日立S-2500型扫描电子显微镜(SEM),观察切割的硅片表面缺陷与锯丝的磨损形态。
2·实验结果与讨论
2. 1 锯切单晶硅表面缺陷
图2是采用几种不同工艺参数组合锯切的单晶硅表面形貌的SEM照片。由图2可以看出,电镀金刚石线锯锯切单晶硅的表面缺陷,主要有较长较深的沟槽、较浅的断续划痕、材料脆性去除留下的表面破碎及个别较大较深的凹坑。
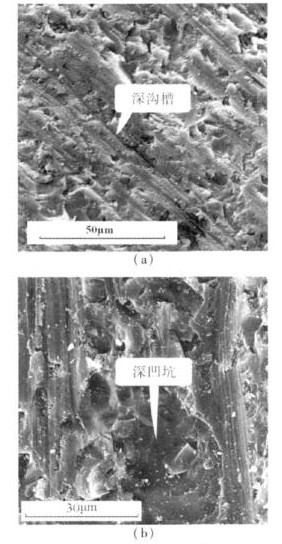
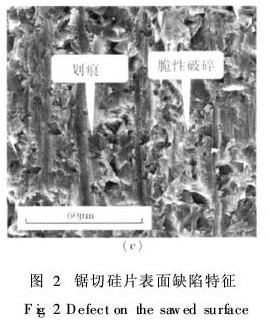
锯切过程中锯丝为往复式运转,当锯丝要换向运转时,此时线速为零,而工件依然在进给,锯丝弹性变形增大,使此时的锯切力变大,因此锯切表面容易产生较深沟槽。锯丝上磨粒凸出高度不均或黏附在锯丝上的切屑随锯丝运动时,在加工表面会产生沟槽和划痕;再就是锯丝随机的振动,会导致金刚石磨粒在材料表面任意地产生断续划痕。一些较浅的划痕也可能是个别出露高度低磨粒进行塑性域切削的结果。工件表面残留大量的破碎凹坑,呈弹坑状的表面形貌,可说明材料主要是在脆性方式下去除,切屑的形成是裂纹扩展交叉的结果,材料最终以微观与宏观破碎的块状去除。显然,破碎凹坑对锯切表面亚表面的损伤程度要大于表面划痕。
硅片切割表面上存在个别较大较深的凹坑,见图2b,可能是由于在切割过程中,脱落的金刚石磨粒被挤压嵌入加工表面所造成,对材料表面和亚表面质量的损害更为严重。
2. 2 走丝速度对锯切表面缺陷特征的影响
图3是工件进给速度为6. 25μm/s,采用不同的走丝速度锯切单晶硅产生的表面缺陷。当走丝速度1. 0 m/s时,锯切表面存在明显的脆性断裂、破碎和凹坑,使表面呈现大量凹坑交错的形貌。加工后晶片的表面,主要由材料的脆性断裂面构成,断裂面随机分布,不具有明显的方向性,表面比较粗糙。这些现象说明:在此工艺参数组合下的晶片表面,是由材料完全脆性去除方式形成的,在锯切表面留下的缺陷为脆性破碎凹坑,损伤深度较大。
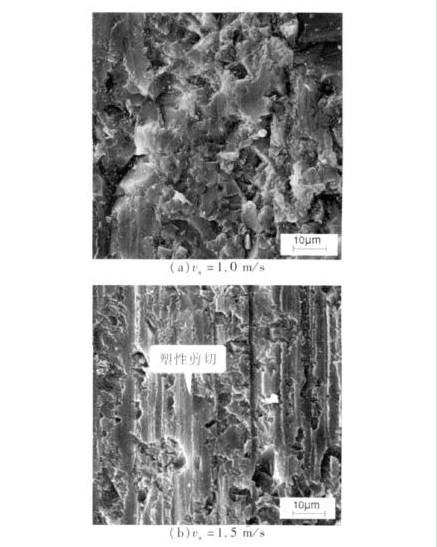
保持进给速度不变,当锯丝速度1. 0 m/s增大到1. 5 m/s时,从图3a到3b,此时锯切表面依然存在大量脆性破碎,但破碎凹坑的尺寸及深度减小,锯切表面出现了部分塑性剪切形成的沟槽,这是因为锯丝速度的提高能增加单位时间内参加切削的磨粒数,从而使得单颗磨粒单位时间内的平均材料去除率降低。但此时加工表面的材料去除依然以脆性为主,磨粒塑性剪切或犁耕作用形成的沟槽在加工表面为辅。此时锯切材料的表面缺陷同时存在脆性破碎与塑性划痕,脆性破碎的深度要大于塑性划痕。锯丝速度由1.5m/s增大到2m/s时,晶片的表面缺陷并没有明显的变化,如图3b和3c。
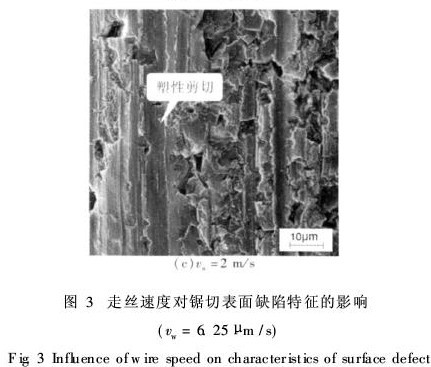
2. 3工件进给速度对锯切表面缺陷特征的影响
图4是走丝速度为1. 5 m /s,采用不同的工件进给速度锯切单晶硅产生的表面缺陷。工件进给速度6. 25μm/s时,锯切表面存在大量脆性破碎的同时,出现了部分塑性剪切形成的沟槽,如图4a。
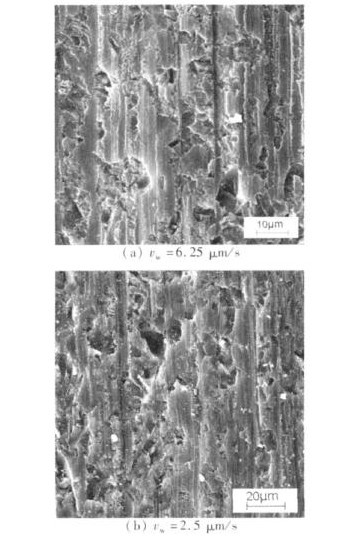
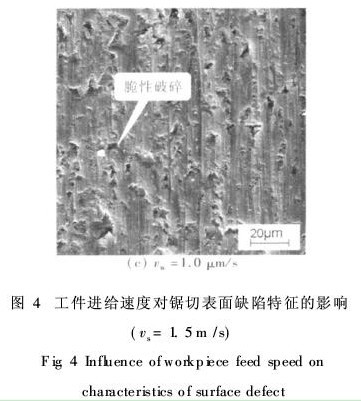
当工件进给速度降低到2. 5μm/s时,如图4b,加工表面出现较多的塑性剪切或微切削形成的浅沟槽,但表面同样也存在许多脆性断裂和微破碎。此时加工晶片的表面缺陷同时存在材料脆性断裂去除留下的微破碎和磨粒塑性微切削留下的塑性沟槽,而且表面的缺陷,逐渐由以脆性破碎为主转变为两者占据的比例相当。但锯切表面依然会偶尔出现较大尺寸的凹坑,可能由脱落金刚石磨粒的挤压嵌入作用引起。当工件进给速度进一步降低到1. 0μm/s时,锯切材料去除时的塑性域剪切和微切削作用为主,获得的锯切表面主要由光滑的剪切平面和微切削沟槽构成,微切削沟槽具有明显的方向性,总体上加工表面比较光滑,如图4c。加工表面依然存在一些脆性断裂或破碎形成的凹坑缺陷,主要是锯丝表面尺寸较大的磨粒或锯丝的横向振动引起。此时表面上的破碎凹坑的数量、尺寸与深度已大大减小,加工表面质量比较高。
分析锯切表面的不同缺陷特性,为研究材料的去除方式与材料去除的脆塑转变,提供了实验依据与参考。如当工件进给速度为1. 0μm/s时,根据观察的锯切表面缺陷形式与特征,加工表面的材料去除出现了较大范围的塑性剪切,是材料去除主要的方式。材料主要依靠磨粒对工件材料的剪切作用和微切削而得以去除,去除机理主要是以塑性剪切切削机理为主。但在实验中采用的工艺参数下获得的锯切表面中,都能观察到数量极少的个别尺寸较大、深度较深的脆性凹坑,这并不符合锯切表面缺陷特性与工艺参数之间的影响规律,这些凹坑出现,极有可能是因为存在个别尺寸较大的磨粒或脱落磨粒的挤压嵌入作用,因此深刻了解锯丝的失效机理对于分析锯切表面的缺陷特性具有深刻意义。
2. 4金刚石锯丝失效机理分析
借助扫描电镜观察切割后锯丝的磨损情况。同大多数的金刚石工具类似,锯丝的磨损存在磨粒磨损与镀层磨损两方面。磨粒磨损主要有磨粒脱落、磨粒整体与局部破碎、磨粒折断和磨平等,镀层磨损主要表现为镀层表面直接与加工材料接触,产生磨损,这主要发生在锯切加工后期,此时金刚石锯丝已经失去加工能力。图5为电镀金刚石锯丝在不同加工阶段的外观。
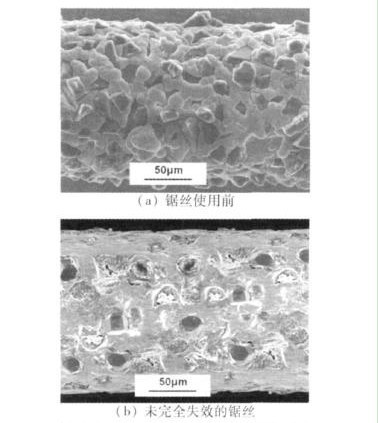
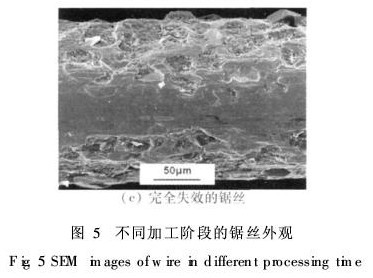
由图5b可见,使用过一段时间后的锯丝,表面出现明显的磨粒脱落现象,而锯丝表面依然存在一些完整晶形的金刚石磨粒,部分磨粒在没有完全发挥切削性能的时候已经整体脱落,这说明磨粒的脱落是锯丝的主要磨损形式,磨粒的脱落直接影响锯丝的切割能力。锯丝镀层的磨损主要发生于磨损的后期,如图5c,由于金刚石磨粒的不断破碎与脱落,使金属镀层与工件材料直接接触发生摩擦,磨损速度加快;同时镀层的磨损和软化使锯丝表面剩余的磨粒快速脱落,锯丝整体处于急剧磨损阶段,达到完全失效。因此锯丝失效的机理是表面固结的金刚石磨粒的快速、大量地脱落。因此为提高锯丝的寿命,发挥金刚石的切割能力,锯丝制造过程中应研究新措施来提高磨粒的把持力。
3·结论
(1)往复式电镀金刚石线锯锯切的硅片表面缺陷主要有较长较深的沟槽、较浅的断续划痕、材料脆性去除留下的表面破碎及个别较大较深的凹坑。
(2)走丝速度增大,工件进给速度降低,锯切材料的表面缺陷逐渐由以脆性破碎凹坑为主,转变为以材料微切削去除留下的塑性域剪切沟槽为主,此时表面上的破碎凹坑的数量、尺寸与深度已大大减小,加工表面的表面质量也比较高。
(3)锯丝的主要失效机理为金刚石磨粒的脱落,并没有完全发挥金刚石磨粒的切削性能。脱落的磨粒在锯切过程中被挤压嵌入加工表面造成较大尺寸较深的凹坑,对材料表面和亚表面质量的损害更为严重。








 豫公网安备41019702003646号
豫公网安备41019702003646号