

 手机资讯
手机资讯 官方微信
官方微信
发动机曲轴凸轮轴CBN高速磨削加工可以越过切削过程产生的高温死谷而使刀具在超高速区进行高速切削,从而大幅度减少切削工时,成倍地提高机床生产率。
高速加工的概念是由德国切削物理学家Carl.J.Salomon博士于1931年首先提出,他发表了著名的Salomon曲线,创造性地预言了超越 Talor切削方程式的非切削工作区域的存在,提出如能够大幅度提高切削速度,就可以越过切削过程产生的高温死谷而使刀具在超高速区进行高速切削,从而大幅度减少切削工时,成倍地提高机床生产率。
高速磨削的机理
在高速磨削加工过程中,在保持其它参数不变的条件下,随着砂轮速度的大幅度提高,单位时间内磨削区的磨粒数增加,每个磨粒切下的磨屑厚度变薄;实验表明在高速磨削条件下,磨屑的截面积仅为普通磨削条件下的几十分之一。从而导致了每个磨粒承受的磨削力大大变小,所以总磨削力大大降低。
若通过调整参数使磨屑厚度保持不变,由于单位时间内参与切削的磨粒数增加,磨除的磨屑增多,磨削效率会大大提高。高速磨削时,由于磨削速度很高,单个磨屑的形成时间极短。在极短的时间内完成的磨屑的高应变率(可近似认为等于磨削速度)形成过程与普通磨削有很大的差别,表现为工件表面的弹性变形层变浅,磨削沟痕两侧因塑性流动而形成的隆起高度变小,磨屑形成过程中的耕犁和滑擦距离变小,工件表面层硬化及残余应力倾向减小。此外,高速磨削时磨粒在磨削区上的移动速度和工件的进给速度均大大加快,加上应变率响应的温度滞后的影响,会使工件表面磨削温度有所降低,因而能越过容易发生磨削烧伤的区域,从而极大扩展了磨削工艺参数的应用范围。

图1 在高速磨床上磨削加工凸轮轴

图2 在高速磨床上磨削加工曲轴
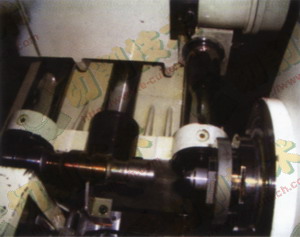
图3 高精度精压圆柱导轨
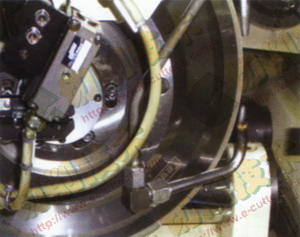
图4 砂轮及磨削液供给系统
.gif)
图5 砂轮三点定位系统

图6 快速点磨削方法加工主轴
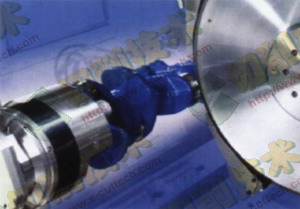
图7 快速点磨削方法加工凸轮轴
表1 磨削凸轮轴的工艺对比指标 工艺
传统工艺
(刚玉砂轮) 快速点磨工艺
(CBN砂轮)
磨床台数 11 7
投资 100% 80%
运行成本 100 23%

图8 磨削发动机凸轮轴
和普通磨削相比,高速磨削有以下特点:
1. 生产效率高。由于单位时间内作用的磨粒数增加,使材料磨除率成倍增加,最高可达2000mm3/mm·s;,比普通磨削可提高30%~100%。
2. 砂轮使用寿命长。由于每颗磨粒的负荷减小,磨粒磨削时间相应延长,提高了砂轮使用寿命。磨削力一定时,200m/s磨削砂轮的寿命是80m/s磨削的2倍;磨削效率一定时,200m/s磨削砂轮的寿命则是80m/s磨削的7.8倍。这非常有利于实现磨削自动化。
3. 磨削表面粗糙度值低。超高速磨削单个磨粒的切削厚度变小,磨削划痕浅,表面塑性隆起高度减小,表面粗糙度数值降低;同时由于超高速磨削材料的极高应变率(可达10-4~10-6s-1),磨屑在绝热剪切状态下形成,材料去除机制发生转变,因此可实现对脆性和难加工材料的高性能加工。
4. 磨削力和工件受力变形小,工件加工精度高。由于切削厚度小,法向磨削力Fn相应减小,从而有利于刚度较差工件加工精度的提高。在切深相同时,磨削速度250m/s磨削时的磨削力比磨削速度180m/s时磨削力降低近一倍。
5. 磨削温度低。超高速磨削中磨削热传入工件的比率减小,使工件表面磨削温度降低,能越过容易发生热损伤的区域,受力受热变质层减薄,具有更好的表面完整性。使用CBN砂轮200m/s高速磨削钢件的表面残余应力层深度不足10m。从而极大地扩展了磨削工艺参数地应用范围。
6. 充分利用和发挥了超硬磨料的高硬度和高耐磨性的优异性能。电镀和钎焊单层超硬磨料砂轮是高速磨削首选的磨具。特别是高温钎焊金属结合剂砂轮,磨削力及温度更低,是目前高速磨削新型砂轮。
7. 具有巨大的经济效应和社会效应,并具有广阔的绿色特性。高速磨削加工能有效地缩短加工时间,提高劳动生产率,减少能源的消耗和噪声的污染。在高速磨削加工中,砂轮磨损减小,使用寿命长,使加工成本降低,资源得到有效利用。由于高速磨削效率高,可取消或替代刨、铣、车加工,从而减少了加工工序、设备和人员的投入,减少了资源、能源和人员的消耗,实现制造工艺的绿色特性。因高速磨削热的70%被磨屑所带走,所以加工表面的温度相对低,所需磨削液的流量和压力可相对减少,使冷却液的需求量减少,能量需求减少,污染减少。
发动机曲轴凸轮轴的高速磨削加工
* 高速外圆磨削
提高砂轮速度有助于减少磨削表面粗糙度,可实现高效率高速精密磨削。高速外圆磨削是使用80~200m/s及以上的砂轮周速和CBN砂轮,配以高性能CNC 系统和高精度微进给机构,对凸轮轴(图1)、曲轴(图2)等零件外圆回转表面进行高速精密磨削加工的方法。它即能够保证高的加工精度,又可获得高的加工效率。
这一技术在日本已成功应用于汽车工业部门。例如,使用丰田工机株式会社GCH63B型CNC高速外圆磨床来磨削加工余量达5mm的球墨铸铁凸轮轴,磨除率可达174mm3/mm·s,砂轮磨削比可达33500。以表面粗糙度Rz=3m为上限,砂轮经过一次修整可连续磨削60个工件,磨后表面呈现残余压应力,并可从毛坯直接磨为成品,省去了车工序及工序间的周转。丰田工机GZ0型CNC高速外圆磨床装备了Toyoda State Bearing轴承,用200 m/s的薄片CBN砂轮对回转体零件进行一次性纵向轨迹磨削完成整个工件的柔性加工。这些对生产管理和降低成本均具有重要意义。德国Guhring Automation公司RB625高速外圆磨床上,使用CBN砂轮,也可将毛坯一次磨成主轴,每分钟可磨除2kg金属。高速精密磨削是采用高速精密磨床,并通过精密修整微细磨料磨具,采用亚微米级切深和洁净加工环境获得亚微米级以下的尺寸精度。
* 快速点磨削
快速点磨削一般采用金属结合剂超硬磨料(CBN或人造金刚石)超薄砂轮,直径一般为300~400mm,宽度为4~6mm,径向磨料层厚度为5mm。 Junker公司快速点磨削机床采用了多项专利技术,如砂轮三点定位安装系统和在线修整系统、砂轮主轴电子平衡自动控制系统等。X方向采用高精度静压圆柱导轨技术(图3),以增加阻尼和稳定地实现微米级精确切入进给。Z方向(纵向)进给采用带有预负载的滚珠丝杠和平面/V形涂层导轨。机床配有高压磨削液双喷嘴供给系统等,以保证机床的加工性能和加工精度。图4为砂轮及磨削液双喷嘴供给装置。快速点磨削采用厚度为4~6mm的超硬磨料薄砂轮,并采用 “三点定位安装系统” 专利技术快速安装,重复定位精度高,并可解决离心力造成的涨孔问题。
砂轮在主轴上的安装采用Junker公司专利技术“三点定位安装系统”快速完成,重复定位精度高,并可补偿高速离心力作用下的砂轮孔径涨大,如图5所示。当砂轮主轴相对于砂轮逆时针转动时,主轴星形体上三段均布的摆线轮廓斜面与砂轮内孔均布的三个圆柱紧密接触,实现砂轮对中定位,然后由螺栓将砂轮与主轴法兰端面锁紧。当需要更换砂轮时,只需将砂轮逆时针旋转30°,即可使砂轮与主轴分离,从而快速更换砂轮,使更换顶尖时间小于2min,换砂轮时间小于20min。为控制由于砂轮高速旋转产生的振动,保证获得高的表面质量,在砂轮的每次修整和更换后都要进行动平衡,Junker公司的快速点磨削机床通过安装在主轴端部的电子自动平衡系统自动完成砂轮在线动平衡,砂轮径向跳动精度可控制在0.002 mm以内。由于砂轮极薄,降低了砂轮重量和不平衡度,也使裹附在高速砂轮周边的气流压力大为降低,减少了高速砂轮的旋转阻力,并且能磨削普通砂轮不能磨削的狭窄型面与断面尺寸变化较大的型面。
高速点磨削砂轮速度可达90~160m/s。为获得高磨除率,同时不使砂轮产生过大的离心力而发生破坏,工件也高速旋转,通常在1000r/min以上,最高可达12000r/min。因此接触点处的实际磨削速度应是砂轮和工件两者线速度的叠加,接近200m/s,以实现更高应变率下材料的去除。由于车磨工序合并,为保证工件的表面质量,径向切深和沿X轴的纵向进给速度一般很小,如点磨削凸轮轴时,纵向进给速度一般在0.01~2mm/s, 径向切深0.002~0.2mm。
用快速点磨削方法磨削主轴(图6),装夹一次可完成外圆、轴肩、沟槽和紧固螺纹4个部位的磨削;磨凸轮轴(图7),一次装夹可磨削凸轮型面、主轴轴颈、两端轴颈、止推轴颈侧肩面和凸轮调整座面外径,尺寸精度达到IT6,Ra≤0.8µm,周期时间150s,与传统工艺比较,大大节约了成本(表1)。
我国一汽大众汽车有限公司应用这一技术磨削发动机凸轮轴(图8),砂轮转速4300r/min,砂轮修整一次可磨削3000件。数控快速点磨削也是使用半永久性工具进行数控车削的发展方向。由于磨削温度低、磨料及能源消耗少,快速点磨削技术也符合绿色制造要求,可以预计这项新型磨削技术具有极大的发展潜力。
快速点磨削磨削材料去除主要靠砂轮侧边完成,而周边仅起光磨作用。因此,砂轮圆周磨损极慢,使用寿命长(最长可达1年),磨削比可达16000~60000,一片快速点磨砂轮可磨去数吨钢,砂轮修整率低(每次修整可加工2×105个零件),生产效率比普通磨削提高6倍。由此可见,快速点磨削技术相当于使用半永久性工具进行数控车磨合并加工,符合先进制造技术的发展趋势,也符合绿色制造的要求,因此该项磨削新技术极具发展潜力。
结论
我国个别汽车制造企业目前引进了高速磨削设备用于汽车发动机轴类零件的加工(主要是发动机凸轮轴、曲轴加工),并取得了明显效益。但应用领域很小,仅就单一零件加工的全套设备和工艺由国外垄断定制,现场加工只是由工人完成固定的操作工序,全部加工过程由CNC控制自动完成;砂轮修整也只是按照规定的加工工件数量进行,而不考虑实际使用状况。生产车间面对的是“黑箱”技术。企业并没有真正掌握其核心技术和工艺理论,也就无法进行其工艺参数设计和开发数控编程技术、不能配套生产砂轮及其相关附件。全部工艺和设备均依赖于进口。
因此,跟踪国际先进技术,深入开展高速磨削技术的理论与应用研究,对于在我国推广和发展该项先进技术、提高制造工艺技术和装备制造水平具有重要意义。








 豫公网安备41019702003646号
豫公网安备41019702003646号